


 扫一扫
扫一扫

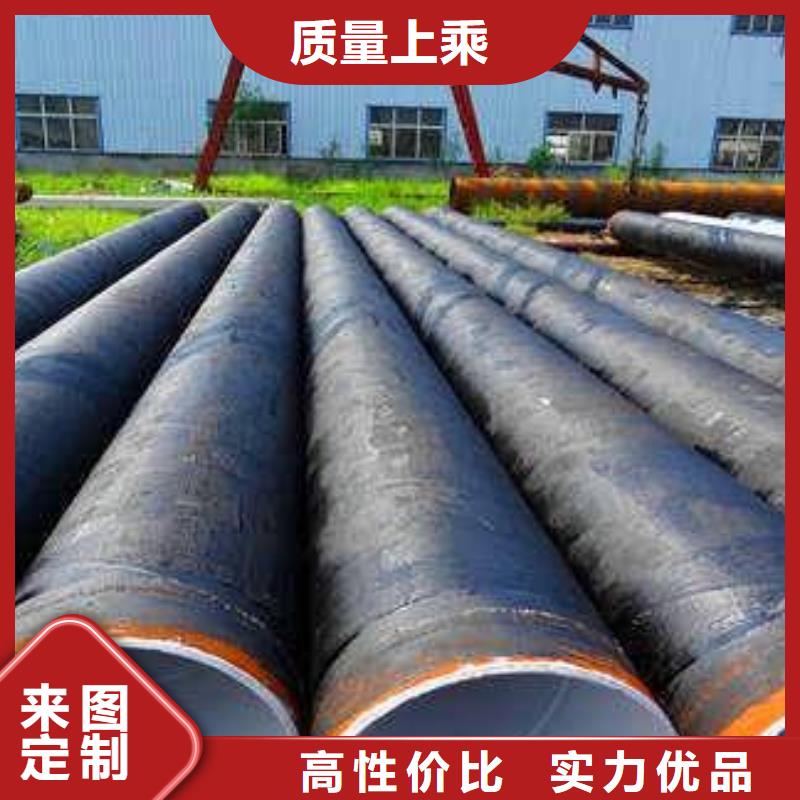
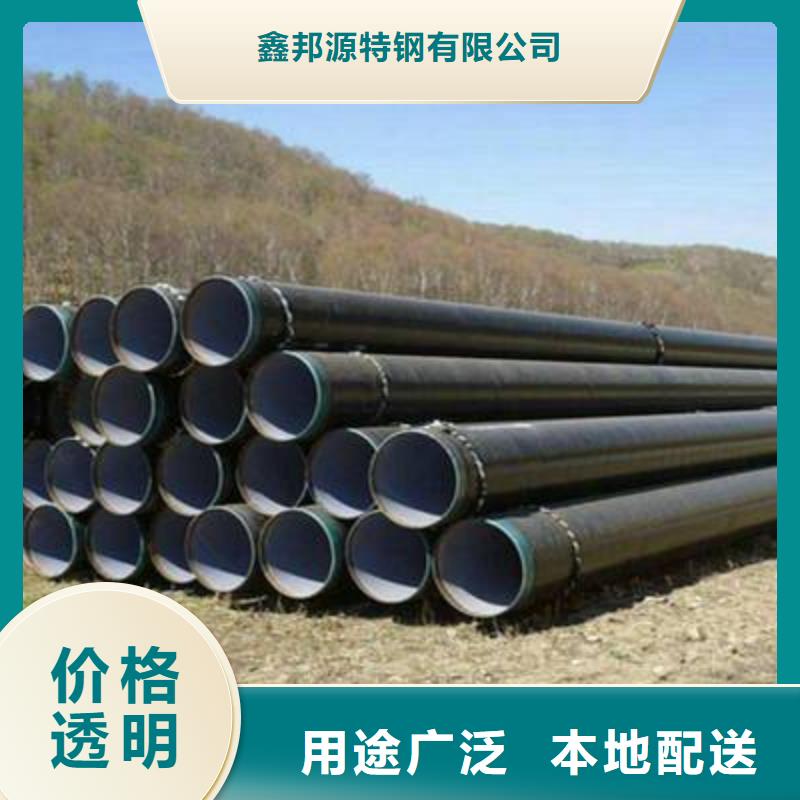
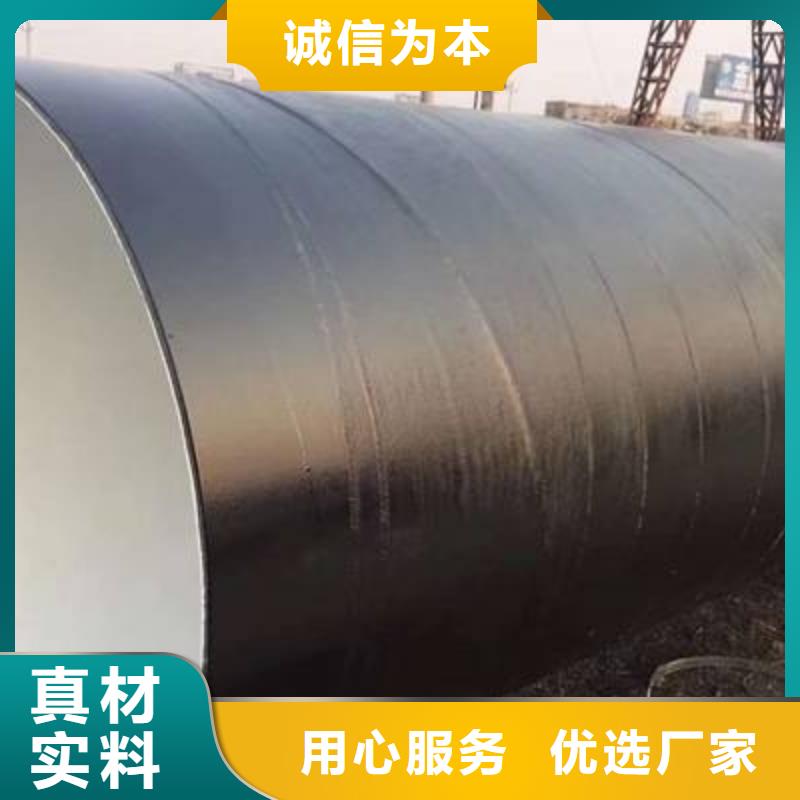
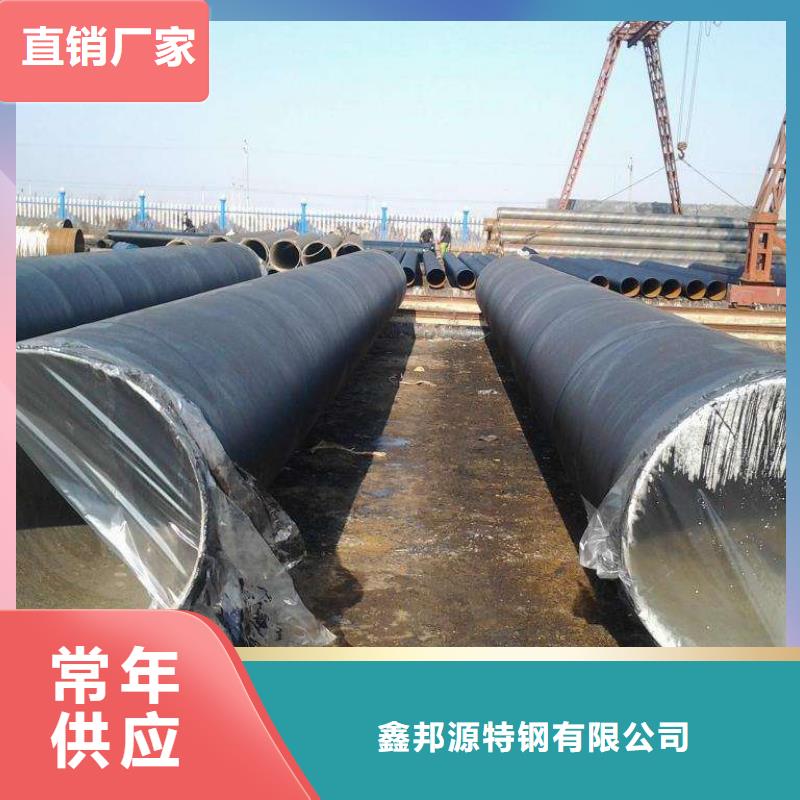
3pe防腐钢管壁厚偏差范围是多少
3pe防腐钢管壁厚偏差范围主要是指防腐层的厚度偏差范围及管材的壁厚偏差范围。
1、3pe防腐层的偏差范围
3pe防腐层的偏差范围通常订单中又明确的规定,通常是不能低于多少厚度,目前并没有标准进行详细规定。
2、管材的壁厚偏差范围
由于3pe防腐钢管使用的管材多为螺旋钢管和无缝钢管两种。
S1 ±15%,最小±0.6 mm
S2 A ±12.5%,最小±0.4 mm
B +正偏差取决于重量要求-12.5
S3 A ±10%,最小±0.2mm
B ±10% ±12.5% ±15%
最小±0.4mm
C +正偏差取决于重量要求 -10%
S4 A ±7.5%, 最小±0.15 mm
B 士7.5% 士10% ±12.5% ±15%
最小士0.2 mm
S5 ±5%,最小士0.10 mm
注: S是钢管公称壁厚,D是钢管公称外径。
防腐钢管输送管源头工厂量大优惠")
防腐钢管输送管源头工厂量大优惠")
鑫邦源特钢有限公司是一家专用从事 盐城高压化肥管、的企业,公司位于经济开发区钢管城2排5号。 本公司主要生产: 盐城高压化肥管、,产品畅销29个省(市、自治区),深受广大用户的信赖。 在新世纪新时期,随着经济全球化的加剧,对中国企业的要求越来越高,企业生产的产品不仅要有可靠的质量保证,而且还要借助当今的经营管理方法,广告营销手段整合公司一切资源优势,才能使企业在竞争日趋激烈的市场环境中立于不败之地。营销网络是企业对内对外终端的触角,也是对用户完善服务的保障。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!
防腐钢管输送管源头工厂量大优惠")
防腐钢管输送管源头工厂量大优惠")
防腐钢管输送管源头工厂量大优惠")
防腐钢管输送管源头工厂量大优惠")
技术支持:k797.com