别再等待了,仅仅一分钟,就能通过我们的【永川 本地 异型管q235b螺旋管来电咨询】产品视频探索到无数令人心动的细节和亮点。
以下是:【永川 本地 异型管q235b螺旋管来电咨询】的图文介绍



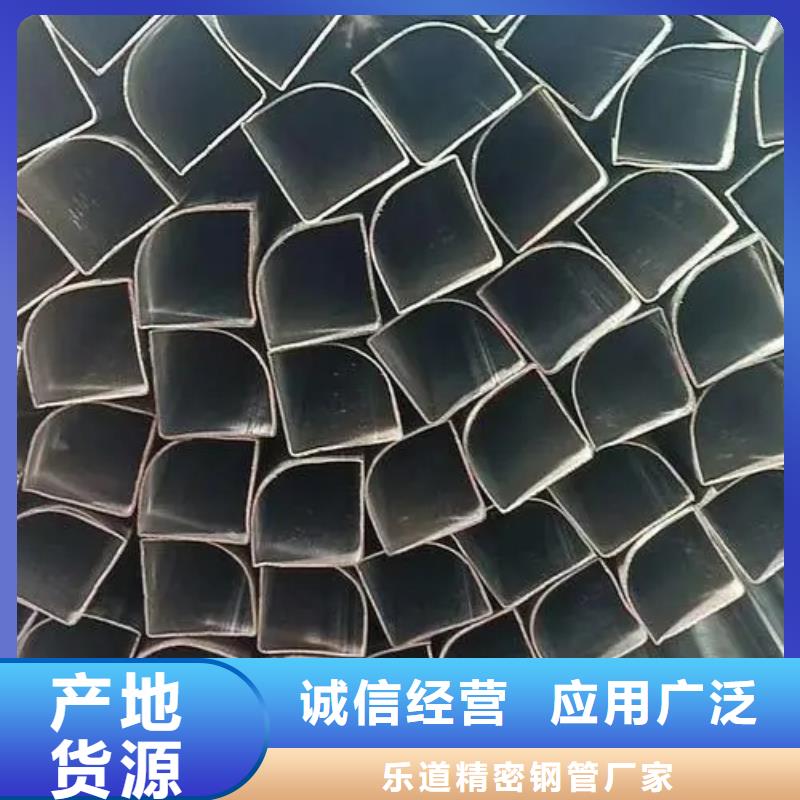
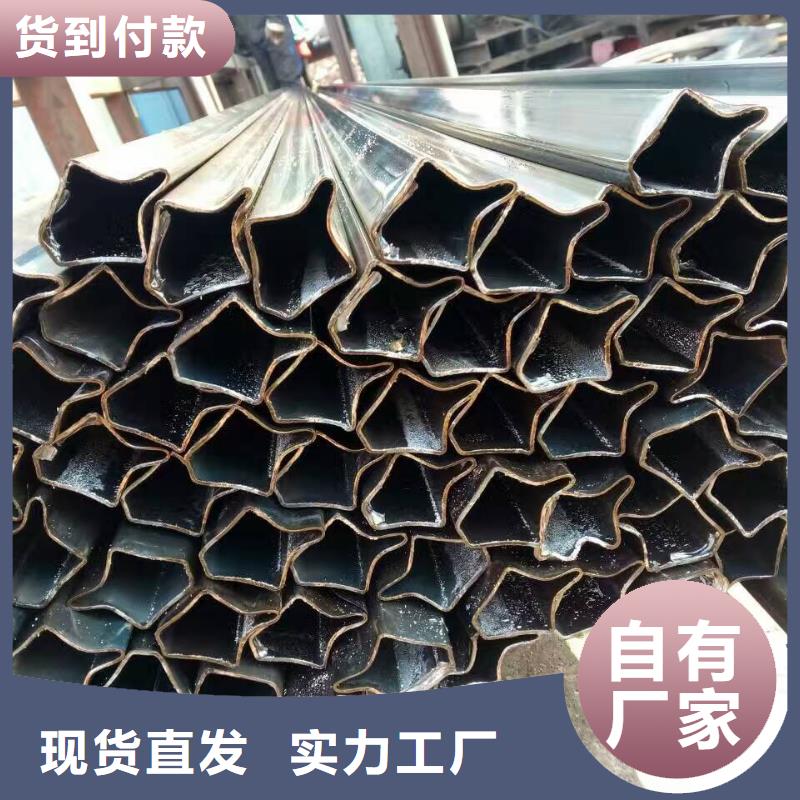
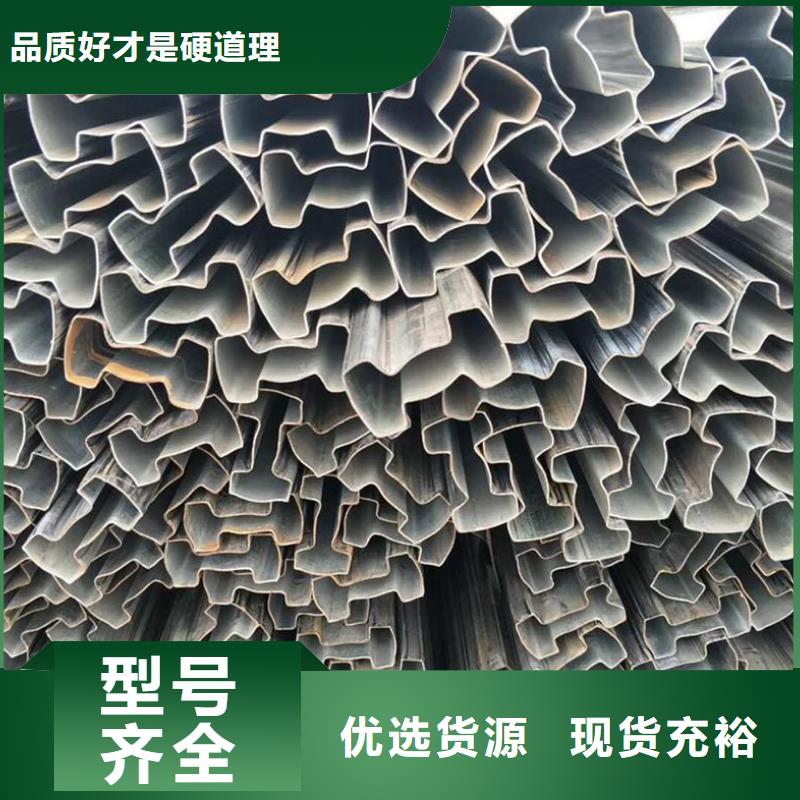
永川异型管、椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、不锈钢花纹管、不锈钢U型钢管、D型管、
不锈钢弯管、S型管弯管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、
双凸形异型钢管、双凹形异型钢 不锈钢存水弯管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管、六角管、
八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管等。
生产永川异型管所用的坯料,叫做管坯,合格的管坯是异型管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了以下严格的技术要求:
永川异型管径过大或椭圆度过大,会使异型管穿孔时咬入条件变坏,还会因管坯直径压缩量过大而促使内折的发生;



永川异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
永川异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
永川异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
永川异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
永川异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
永川异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
永川异型管焊嘴与异型管间的距离以15-25mm为宜。


乐道精密钢管厂家有限公司是一家专业性 永川D形钢管、公司,本公司坐落于永川,主要加工,制作,销售各种 永川D形钢管、,是一家实力型的生产经营性企业。目前公司拥有员工130余人,技术力量雄厚,设备,价格合理。集设计、制作、运输、安装、售后跟踪于一体的 全方位服务体系将免除您的后顾之忧。,我们会给您热情的服务,您会发现,您选择的不仅是 永川D形钢管、产品,还是一个有实力,讲究诚信的合作伙伴!



永川异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
永川异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
永川异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。



 扫一扫
扫一扫