文字描述虽好,但视频更能直观展示【新余】【本地】研磨管研磨管生产厂家满足多种行业需求产品的每一处细节。
以下是:【新余】【本地】研磨管研磨管生产厂家满足多种行业需求的图文介绍

安达液压机械有限公司位于辽河路燕山路交叉口南500米东首。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后全面!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 新余不锈钢油缸管、系列产品。


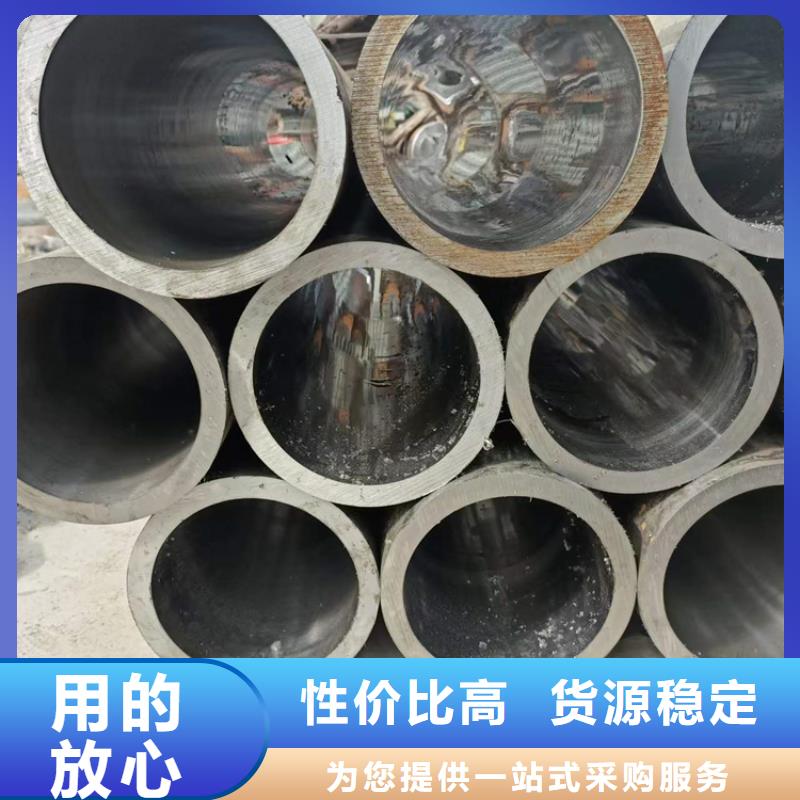
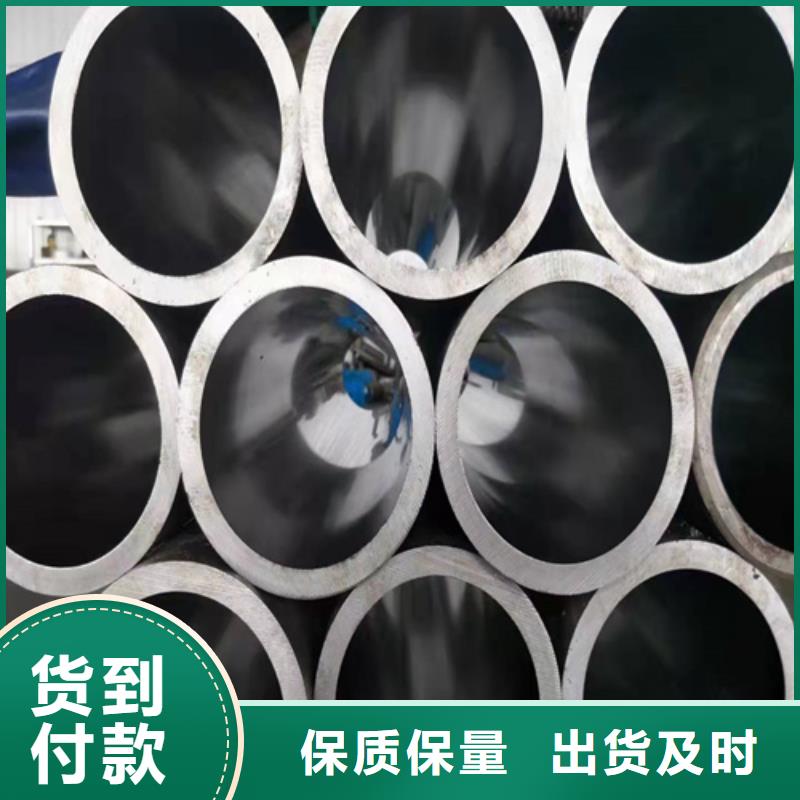
新余珩磨管油缸管绗磨管厚壁油缸管是液压缸的主体,其内孔一般采用镗孔、铰孔、滚压或珩磨等精密加工工艺制造,使活塞及其密封件和支架滑动顺畅,以保证密封效果,减少磨损;液压缸应能承受较大的液压,因此应具有足够的强度和刚度。端盖位于气缸的两端,与气缸形成封闭的油室。因此,端盖及其连接件应具有足够的强度。在设计中不仅要考虑强度,还要选择加工性能较好的结构形式。导套引导并支撑活塞或柱塞。有些液压缸由端盖孔直接导向,没有导向套。这种结构简单,但磨损后必须更换端盖。研磨管



新余珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。研磨管





 扫一扫
扫一扫